

Sản xuất máy ép phanh CNC chất lượng cao
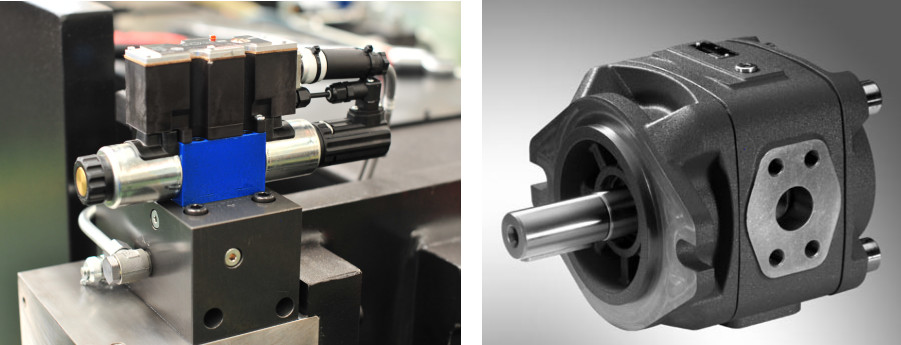
1. Hệ thống điện thủy lực được sử dụng để điều khiển hai xi lanh nhằm đạt được độ chính xác điều khiển đồng bộ cao, độ chính xác uốn cong cao và độ chính xác định vị lại cao.
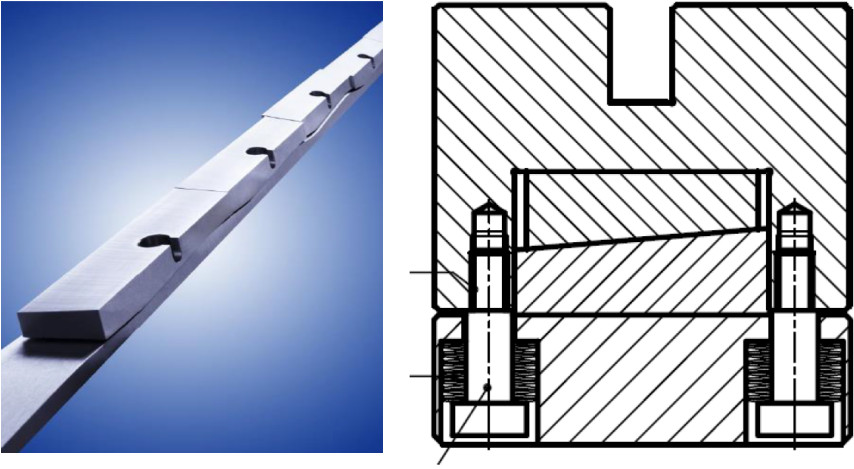
2. Hệ thống bù độ lệch cơ học tự động được áp dụng để giải quyết ảnh hưởng của biến dạng thanh trượt trong quá trình uốn đến chất lượng sản phẩm. Lượng bù được điều chỉnh tự động bởi hệ thống CNC nhằm đảm bảo độ chính xác.
(1) Máy được bù bằng cấu trúc điều chỉnh hai chiều, có thể đáp ứng việc bù theo hướng ngang và hướng dọc của máy.
(2) Phương pháp bù điểm dày đặc được áp dụng để làm cho độ chính xác uốn cong chính xác hơn.
(3) việc uốn cong vật liệu có độ dày tấm đồng nhất sau khi đặt đúng vị trí, khác với việc bù thủy lực và chuyển động qua lại của cấu trúc, bù cơ học làm giảm đáng kể biến dạng mỏi của bàn làm việc máy công cụ, cải thiện tuổi thọ của nó;
(4) Sử dụng bộ giảm tốc đặc biệt và chiết áp có độ chính xác cao để kiểm soát chính xác độ chính xác của việc bù.
(5) Khác với cấu trúc ba tấm của bàn làm việc bù thủy lực, thiết bị này sử dụng thiết kế bàn làm việc một tấm, có thể ngăn chặn hiệu quả sự can thiệp trong quá trình uốn phôi.
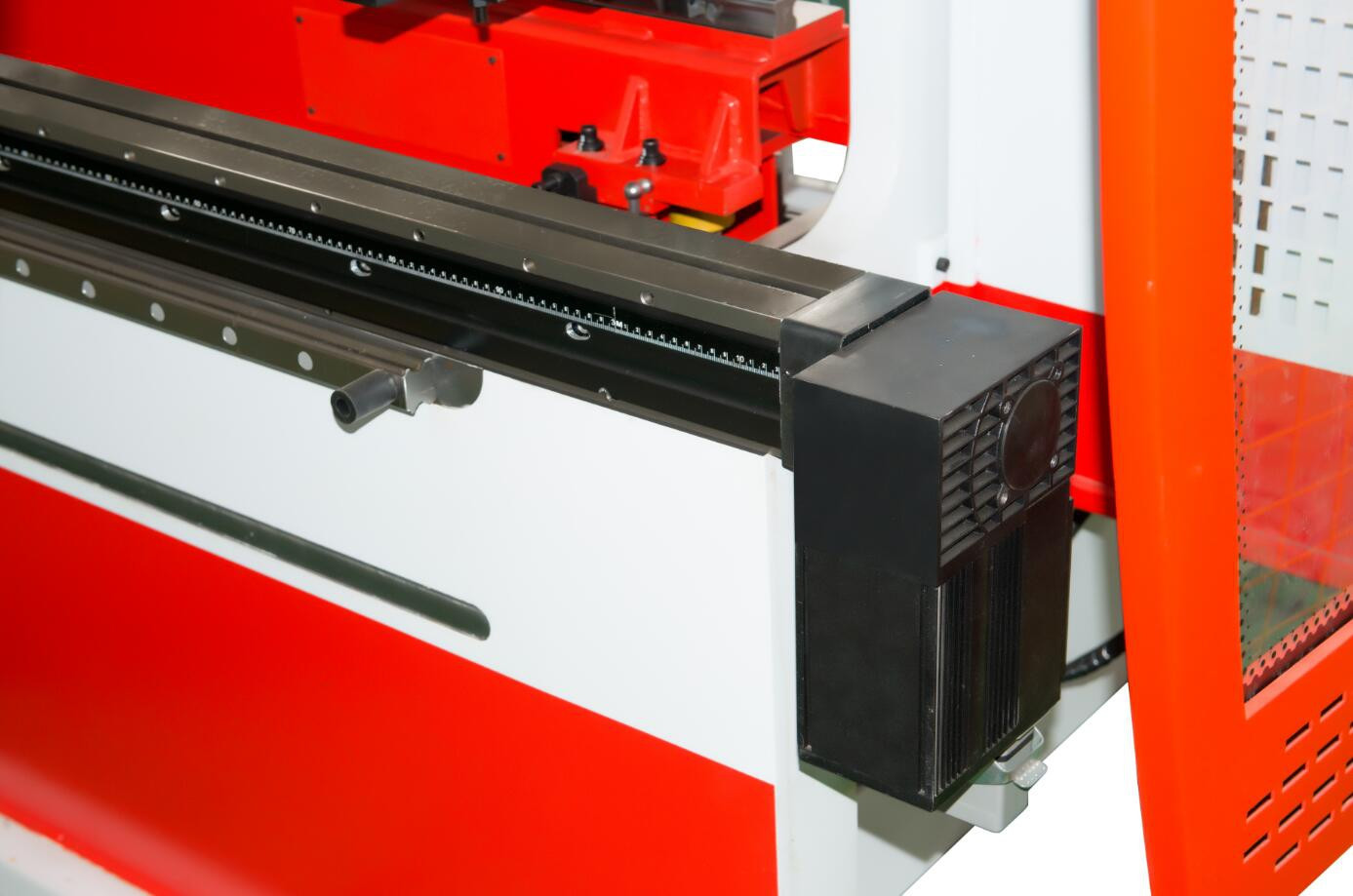
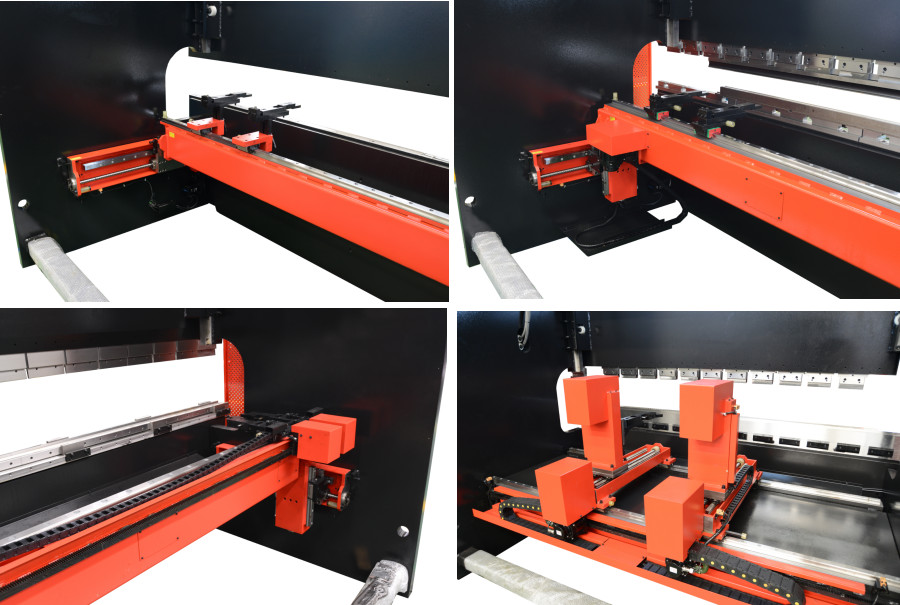
3. Thước đo phía sau đa chức năng có thể mở rộng thành 6 trục, tức là trục X1 và X2 để tiến và lùi, trục R1 và R2 để lên và xuống, và trục Z1 và Z2 để trái và phải. Việc uốn phôi có thể được thực hiện một cách linh hoạt.
4. Khung được lắp ráp nguyên khối sau khi hàn, được gia công bằng trung tâm gia công hình ngũ giác CNC, đảm bảo độ cứng vững và độ chính xác gia công của khung.
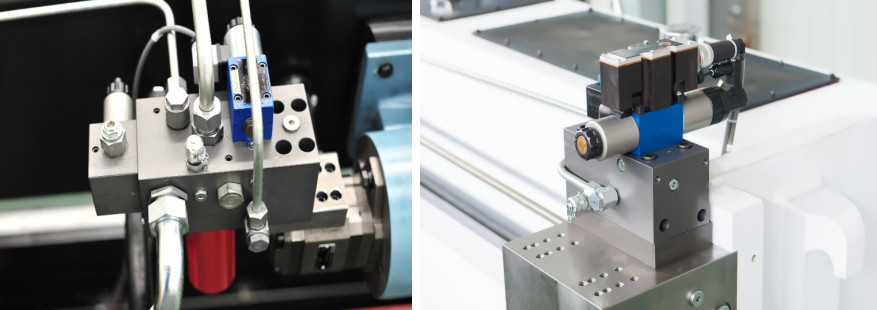
5. Hệ thống điều khiển thủy lực tích hợp giúp giảm đường ống, từ đó tránh rò rỉ dầu và cải thiện độ ổn định hoạt động, đồng thời làm đẹp thêm vẻ ngoài của máy.

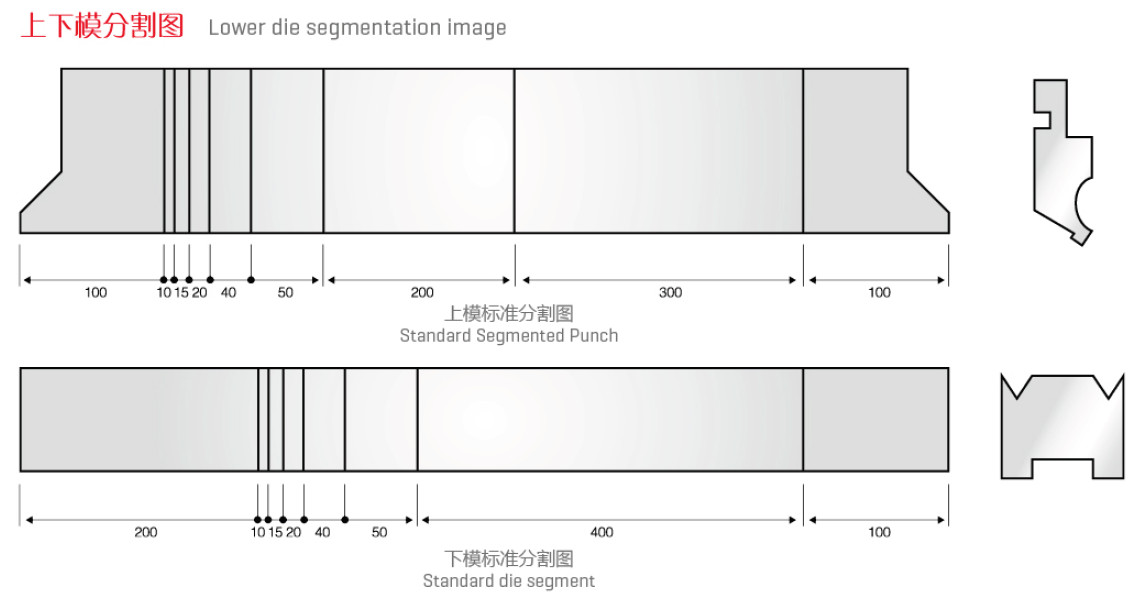
6. Có thể kết hợp các đoạn đột dập với chiều dài nhất định tùy theo yêu cầu uốn cong của phôi đặc biệt.
7. Có thể trang bị thêm hệ thống kẹp tự động thủy lực hoặc kẹp nhanh cơ khí để giảm tải công việc và nâng cao hiệu quả làm việc.

8. Hệ thống CNC sử dụng hệ thống CNC Delem. Hệ thống CNC này được trang bị mạch điện tử tiên tiến nhất, màn hình TFT màu sắc chân thực với độ phân giải cao và menu đa ngôn ngữ. Đây là hệ thống điều khiển hàng đầu dành cho máy uốn trên thị trường quốc tế.
9. Thiết bị bù cổ họng kiểu C được lắp đặt dưới cổ họng của máy công cụ, được kết nối với thiết bị đo. Sự biến dạng nhỏ do lực uốn sẽ không ảnh hưởng đến độ chính xác đo của hệ thống, và có thể đảm bảo độ chính xác uốn của tấm có độ dày và chất liệu bất kỳ.
10. Giá đỡ phía trước và thanh dẫn hướng lót giúp việc di chuyển dễ dàng hơn.


Hệ thống điều khiển CNC Delem DA66T đạt tiêu chuẩn quốc tế.
1. Hệ điều hành WINDOWS® đầy đủ, có thể thực hiện tắt máy tức thì;
2. Lựa chọn nhiều ngôn ngữ với thao tác thuận tiện;
3. Thiết kế ngoại hình thời trang, vận hành hướng đến người dùng;
4. Cấu trúc mô-đun thông minh, hệ thống có thể mở rộng thành 24 trục;
5. Màn hình LCD TFT màu sắc trung thực 17 inch, lập trình đồ họa 2D;
6. Tích hợp PLC giúp giảm thiết kế mạch và tăng độ tin cậy;
7. Cổng chuột USB, cổng bàn phím;

8. Tự động cộng dồn thời gian làm việc của máy và thời gian uốn;
9. Tự động biên dịch quy trình uốn và mô phỏng uốn;
10. Phóng to hình ảnh máy móc, dụng cụ và phôi gia công theo tỷ lệ 1:1:1 ở định dạng đồ họa;
11. Lập trình khuôn dập bằng kỹ thuật số, đồ họa và các phương tiện khác, khuôn dập phẳng, khuôn dập cung lớn, khuôn rãnh chữ V đa tầng, khuôn rãnh chữ V thay đổi;
12. Cơ sở dữ liệu hiệu chỉnh góc tự động, bảng dung sai uốn tự học và chức năng phát hiện va chạm đa hướng, loại bỏ các sản phẩm thừa;
13. Hệ thống cảnh báo lỗi để tránh vận hành sai;
14. Dung lượng bộ nhớ 1G
15. Chẩn đoán từ xa;
16. Phần mềm phân tích chuyên dụng cho máy móc, giám sát thời gian thực;
17. Phần mềm lập trình ngoại tuyến chuyên dụng có thể giảm thời gian lập trình và tăng hiệu quả;
18. Hệ thống quản lý tập tin nhúng, trình soạn thảo văn bản;
19. Hoạt động song song;
20. Bảng điều khiển vận hành được trang bị nút dừng khẩn cấp, cần gạt di chuyển bằng tay và thiết kế tiện dụng.
Hệ thống T-3500TCNC
1. Sử dụng hệ điều hành WINDOWS thời gian thực, có thể thực hiện tắt máy tức thì;
Có 2 tùy chọn ngôn ngữ, có thể cài đặt giao diện tiếng Anh, dễ sử dụng;
Thiết kế thời trang, dễ sử dụng, hướng đến người dùng;
4 trục tiêu chuẩn, các mô-đun bổ sung, hỗ trợ tối đa sáu trục;
Màn hình TFT màu sắc trung thực 5.10 inch, màn hình cảm ứng LCD, cảm ứng đa điểm, lập trình đồ họa hai chiều, hiển thị 3D;
6 chức năng PLC tích hợp sẵn, giảm thiểu thiết kế mạch, tăng độ tin cậy;
7. Giao diện chuột USB, giao diện bàn phím;
8 giờ làm việc tự động và thời gian uốn cong;
9. Lập trình cảm ứng hoàn toàn bằng đồ họa kỹ thuật số và 2D, xem 3D quá trình uốn, biên dịch tự động quá trình uốn và mô phỏng uốn;
10. Hình dạng máy, khuôn và phôi được phóng to thu nhỏ tự do theo tỷ lệ 1:1:1 dựa trên hình ảnh minh họa.

11. Lập trình khuôn dập bằng kỹ thuật số, đồ họa và các phương tiện khác, khuôn dập phẳng, khuôn dập cung tròn lớn, khuôn rãnh chữ V đa tầng, khuôn rãnh chữ V thay đổi;
12. Hệ thống cảnh báo lỗi để tránh vận hành sai;
13. Dung lượng bộ nhớ 1G
14. Phần mềm phân tích chuyên dụng cho máy móc, giám sát thời gian thực;
15. Hệ thống quản lý tập tin nhúng, trình soạn thảo văn bản;
16. Hoạt động song song;
17. Bảng điều khiển vận hành được trang bị nút dừng khẩn cấp, cần gạt di chuyển bằng tay và thiết kế tiện dụng.
Máy ép phanh CNC; máy ép phanh CNC; máy ép phanh thủy lực CNC; máy ép phanh CNC để bán; máy ép CNC; máy ép kim loại tấm thủy lực; máy ép phanh thủy lực CNC; máy ép kim loại tấm CNC để bán; máy ép kim loại CNC; máy ép phanh; máy uốn ép thủy lực CNC; máy ép phanh thủy lực
Hệ thống CNC Holland DELEM DA52
1. Sử dụng hệ điều hành WINDOWS thời gian thực, có thể thực hiện tắt máy tức thì.
2. Lựa chọn nhiều ngôn ngữ với thao tác thuận tiện;
3. Thiết kế ngoại hình thời trang, vận hành hướng đến người dùng;
4. Cấu trúc mô-đun thông minh, hệ thống có thể mở rộng linh hoạt theo 4 trục.
5. Màn hình LCD TFT 7 inch;
6. Tích hợp PLC giúp giảm thiết kế mạch và tăng độ tin cậy;
7. Cổng chuột USB, cổng bàn phím, cổng RS232, cổng PLC an toàn;
8. Tự động cộng dồn thời gian làm việc của máy và thời gian uốn;
9. Lập trình kỹ thuật số;
10. Lập trình khuôn mẫu ở chế độ kỹ thuật số;
11. Cơ sở dữ liệu hiệu chỉnh góc tự động;
12. Hệ thống cảnh báo lỗi để ngăn ngừa thao tác sai;
13, dung lượng bộ nhớ là 64M;
14. Phần mềm phân tích chuyên dụng, giám sát thời gian thực;
15. Vận hành song song;
16. Bảng điều khiển vận hành được trang bị chức năng dừng khẩn cấp.

Hệ thống CNC Holland DELEM DA53
1. Sử dụng hệ điều hành DELEM-LINUX, có thể thực hiện tắt máy tức thì.
2. Lựa chọn nhiều ngôn ngữ với thao tác thuận tiện;
3. Thiết kế ngoại hình thời trang, vận hành hướng đến người dùng;
4. Cấu trúc mô-đun thông minh, hệ thống có thể mở rộng linh hoạt theo 4 trục.
5. Màn hình LCD TFT 10 inch;
6. Tích hợp PLC giúp giảm thiết kế mạch và tăng độ tin cậy;
7. Cổng chuột USB, cổng bàn phím, cổng RS232, cổng PLC an toàn;
8. Tự động cộng dồn thời gian làm việc của máy và thời gian uốn;
9. Lập trình cảm ứng kỹ thuật số;
10. Lập trình khuôn mẫu ở chế độ kỹ thuật số;
11. Cơ sở dữ liệu hiệu chỉnh góc tự động;
12. Hệ thống cảnh báo lỗi để ngăn ngừa thao tác sai;
13, dung lượng bộ nhớ là 64M;
14. Phần mềm phân tích chuyên dụng, giám sát thời gian thực;
15. Hệ thống quản lý tập tin nhúng, trình soạn thảo văn bản
16. Vận hành song song;
17. Bảng điều khiển vận hành được trang bị chức năng dừng khẩn cấp.

| KHÔNG. | Sự miêu tả | Số lượng | Nhận xét |
| 1 | Tệp hoạt động | Một bộ | |
| 2 | Cờ lê đầu lục giác trong | Một bộ | |
| 3 | Súng bơm mỡ | Một số. | |
| 4 | Bu lông nối đất | Một bộ | |
| 5 | Bu lông điều chỉnh | Một bộ | |
| 6 | Điều khiển bằng chân | Một số. | |
| 7 | Công cụ tiêu chuẩn | Một bộ |
1. Dầu thủy lực: Dầu thủy lực chống mài mòn VG46# nhập khẩu; lượng dầu cần thiết tùy thuộc vào thông số kỹ thuật của máy;
2. Nguồn điện: 380V, 50HZ, dao động điện áp 10%--5%
3. Nhiệt độ môi trường: 0°C - +40°C
4. Độ ẩm môi trường: độ ẩm tương đối 20-80%RH (không ngưng tụ)
5. Tránh xa nguồn rung động mạnh và nhiễu điện từ.
6. Ít bụi, không có khí độc hại hoặc ăn mòn.
7. Chuẩn bị móng theo bản vẽ móng.
8. Chọn nhân sự có trình độ học vấn phù hợp để làm việc lâu dài với vai trò vận hành máy móc.
| KHÔNG. | Sự miêu tả | Số lượng | Nhận xét |
| 1 | Tệp hoạt động | Một bộ | |
| 2 | Cờ lê đầu lục giác trong | Một bộ | |
| 3 | Súng bơm mỡ | Một số. | |
| 4 | Bu lông nối đất | Một bộ | |
| 5 | Bu lông điều chỉnh | Một bộ | |
| 6 | Điều khiển bằng chân | Một số. | |
| 7 | Công cụ tiêu chuẩn | Một bộ |
60T
| Thông số kỹ thuật | Đơn vị | PR9 060/2550 | |
| Lực uốn tối đa | KN | 600 | |
| Chiều dài uốn tối đa | mm | 2550 | |
| Khoảng cách cột | mm | 2150 | |
| Độ sâu cổ họng | mm | 350 | |
| Đột quỵ Ram | mm | 215 | |
| Chiều cao khi đóng | mm | 530 | |
| Tốc độ đang đến gần | mm/s | 200 | |
| Tốc độ làm việc | mm/s | 18 | |
| Tốc độ quay trở lại | mm/s | 200 | |
| Công suất động cơ chính | Kw | 7.5 | |
| Hệ thống CNC | Hệ thống CNC Holland Delem DA66T, DA52S, DA53T hoặc T-3500T điều khiển các trục Y1, Y2, X, R, Z1, Z2 và điều chỉnh độ cong phôi bằng cơ khí. | ||
| Dung tích bình chứa dầu | L | 300 | |
| X Trục | Sự chính xác | mm | ±0,1 |
| Đột quỵ | mm | 500 | |
| Tốc độ | mm/s | 400 | |
| Quyền lực | Kw | 0,85 | |
| R Trục | Sự chính xác | mm | ±0,1 |
| Đột quỵ | mm | 200 | |
| Tốc độ | mm/s | 200 | |
| Quyền lực | Kw | 0,85 | |
| Z1,Z2 Trục | Sự chính xác | mm | ±0,1 |
| Đột quỵ | mm | 1250 | |
| Tốc độ | mm/s | 1200 | |
| Quyền lực | Kw | 0,75 | |
| Kích thước tổng thể | Chiều dài | mm | 3400 |
| Chiều rộng | mm | 1400 | |
| Chiều cao | mm | 2510 | |
100T
| Thông số kỹ thuật | Đơn vị | PR9 100/3100 | PR9 100/4100 | |
| Lực uốn tối đa | KN | 1000 | 1000 | |
| Chiều dài uốn tối đa | mm | 3100 | 4100 | |
| Khoảng cách cột | mm | 2700 | 3700 | |
| Độ sâu cổ họng | mm | 420 | 420 | |
| Đột quỵ Ram | mm | 265 | 265 | |
| Chiều cao khi đóng | mm | 530 | 530 | |
| Tốc độ đang đến gần | mm/s | 220 | 220 | |
| Tốc độ làm việc | mm/s | 17 | 13 | |
| Tốc độ quay trở lại | mm/s | 220 | 150 | |
| Công suất động cơ chính | Kw | 15 | 11 | |
| Hệ thống CNC | Hệ thống CNC Holland Delem DA66T, DA52S, DA53T hoặc T-3500T điều khiển các trục Y1, Y2, X, R, Z1, Z2 và điều chỉnh độ cong phôi bằng cơ khí. | |||
| Dung tích bình chứa dầu | L | 350 | 500 | |
| X Trục | Sự chính xác | mm | ±0,1 | ±0,1 |
| Đột quỵ | mm | 500 | 500 | |
| Tốc độ | mm/s | 400 | 400 | |
| Quyền lực | Kw | 0,85 | 0,85 | |
| R Trục | Sự chính xác | mm | ±0,1 | ±0,1 |
| Đột quỵ | mm | 200 | 200 | |
| Tốc độ | mm/s | 200 | 200 | |
| Quyền lực | Kw | 0,85 | 0,85 | |
| Z1,Z2 Trục | Sự chính xác | mm | ±0,1 | ±0,1 |
| Đột quỵ | mm | 1850 | 2800 | |
| Tốc độ | mm/s | 1200 | 1200 | |
| Quyền lực | Kw | 0,75 | 0,75 | |
| Kích thước tổng thể | Chiều dài | mm | 3450 | 4450 |
| Chiều rộng | mm | 1600 | 1600 | |
| Chiều cao | mm | 2750 | 2710 | |
150T
| Thông số kỹ thuật | Đơn vị | PR9 150/3100 | PR9 150/4100 | |
| Lực uốn tối đa | KN | 1500 | 1500 | |
| Chiều dài uốn tối đa | mm | 3100 | 4100 | |
| Khoảng cách cột | mm | 2700 | 3700 | |
| Độ sâu cổ họng | mm | 420 | 420 | |
| Đột quỵ Ram | mm | 265 | 265 | |
| Chiều cao khi đóng | mm | 530 | 530 | |
| Tốc độ đang đến gần | mm/s | 180 | 180 | |
| Tốc độ làm việc | mm/s | 11 | 11 | |
| Tốc độ quay trở lại | mm/s | 150 | 150 | |
| Công suất động cơ chính | Kw | 15 | 15 | |
| Hệ thống CNC | Hệ thống CNC Holland Delem DA66T, DA52S, DA53T hoặc T-3500T điều khiển các trục X, Y1, Y2, R, Z1, Z2 và điều chỉnh độ cong cơ khí. | |||
| Dung tích bình chứa dầu | L | 440 | 600 | |
| Số lượng bể chứa dầu | KHÔNG. | 3 | 4 | |
| X Trục | Sự chính xác | mm | ±0,10 | ±0,1 |
| Đột quỵ | mm | 500 | 500 | |
| Tốc độ | mm | 500 | 400 | |
| Quyền lực | kw | 0,85 | 0,85 | |
| R Trục | Sự chính xác | mm | ±0,10 | ±0,1 |
| Đột quỵ | mm | 200 | 200 | |
| Tốc độ | mm | 200 | 200 | |
| Quyền lực | kw | 0,85 | 0,85 | |
| Z1,Z2 Trục | Sự chính xác | mm | ±0,10 | ±0,1 |
| Tốc độ | mm | 1200 | 1200 | |
| Đột quỵ | mm | 1850 | 2800 | |
| Quyền lực | kw | 0,75 | 0,75 | |
| Kích thước tổng thể | Chiều dài | mm | 3470 | 4470 |
| Chiều rộng | mm | 1720 | 1720 | |
| Chiều cao | mm | 2700 | 2710 | |
PR9 060
| KHÔNG. | Tên | Người mẫu | Thương hiệu | |
| 1 | Hệ thống CNC | Hệ thống CNC DA66T/T-3500T/DA52S hoặc DA53T | Holland DELEM | |
| 2 | Động cơ servo | ECMA-E21315RS/SGM7G-09AFC61 | DELTA HOẶC YASAKAWA | |
| 3 | Bộ điều khiển servo | ASD-B2-1521-B/SGD7S-7R6A00A002 | DELTA HOẶC YASAKAWA | |
| 4 | Hệ thống thủy lực | Hệ thống điện thủy lực | Đức Bosch-Rexroth hoặc Đức HOERBIGER | |
| Lắp ráp điều khiển đồng bộ | a. van áp suất | |||
| b. van chủ động | ||||
| c. Van servo tỷ lệ, v.v. | ||||
| Cụm điều khiển thủy lực | a. van hộp | |||
| b. van áp suất tỷ lệ | ||||
| c. van chọn | ||||
| d. van giảm áp tỷ lệ | ||||
| ví dụ: van áp suất, v.v. | ||||
| 5 | Đường ray dẫn hướng tuyến tính | 35A---760L HOẶC 35E-760L | THK HOẶC PMI | |
| 6 | vít me bi | 25/20-1000L hoặc R25/20-880/1000 | THK HOẶC PMI | |
| 7 | Bơm dầu | PGH3-2X/016RE071VU2 | Đức Rexroth | |
| 8 | Bộ vòng đệm kín hoàn chỉnh cho xi lanh dầu | USA PARKER | USA PARKER | |
| 9 | Bộ đường ống áp suất cao hoàn chỉnh | 1. GE16 ZSR 3/4EDCF | Khớp nối ống PARKER của Mỹ, EO-2 hoặc khớp nối ống VOSS của Đức | |
| 2.GE28 LR3/4EDOMDCF | ||||
| 3. W10 ZLCF | ||||
| 4.TH10 ZLR KDSCF | ||||
| 5. WH10 ZSR KDSCF v.v. | ||||
| 10 | Ghép nối | R38 25/42 | Đức KTR | |
| 11 | Công tắc tơ AC | LC1-D1810B7, LC1-D0910B7N, v.v. | Schneider | |
| 12 | Công tắc tiệm cận | TP-SM5P2, v.v. | CÓ KHUYNH HƯỚNG | |
| 13 | Đầu nối | UK2.5B, UK10N, v.v. | Phượng Hoàng | |
| 14 | Cái nút | XB2-BVB3LC, v.v. | Schneider | |
| 15 | Bức vẽ | Holland SIKKENS | ||
| 16 | Vương miện | Thương hiệu quốc gia (tiêu chuẩn) | SREE/UNION | |
| 17 | Vương miện | Đã nhập (tùy chọn) | BIỆT THỰ | |
| 18 | Người ủng hộ mặt trận | tiêu chuẩn | JFY | |
PR9 100
| KHÔNG. | Tên | Người mẫu | Thương hiệu | |
| 1 | Hệ thống CNC | Hệ thống CNC DA66T hoặc DA52S hoặc DA53T hoặc T-3500T | Holland DELEM | |
| 2 | Động cơ servo | ECMA-E21315RS/SGM7G-09AFC61 | DELTA HOẶC YASAKAWA | |
| 3 | Bộ điều khiển servo | ASD-B2-1521-B/SGD7S-7R6A00A002 | DELTA HOẶC YASAKAWA | |
| 4 | Hệ thống thủy lực | Hệ thống điện thủy lực | Đức Bosch-Rexroth hoặc Đức HOERBIGER | |
| Lắp ráp điều khiển đồng bộ | a. van áp suất | |||
| b. van chủ động | ||||
| c. Van servo tỷ lệ, v.v. | ||||
| Cụm điều khiển thủy lực | a. van hộp | |||
| b. van áp suất tỷ lệ | ||||
| c. van chọn | ||||
| d. van giảm áp tỷ lệ | ||||
| ví dụ: van áp suất, v.v. | ||||
| 5 | Đường ray dẫn hướng tuyến tính | 35A-760L HOẶC 35E-760L | THK HOẶC PMI | |
| 6 | vít me bi | 20/25-880/1000 HOẶC R25/20-880/1000 | THK HOẶC PMI | |
| 7 | Bơm dầu | PGH4-3X/032RE071VU2 | Đức Rexroth | |
| IPVAP5-32 | Đức VOITH | |||
| HQI3-32 | Đức Eckerle | |||
| 8 | Bộ vòng đệm kín hoàn chỉnh cho xi lanh dầu | USA PARKER | USA PARKER | |
| 9 | Bộ đường ống áp suất cao hoàn chỉnh | 1. GE16 ZSR 3/4EDCF | Khớp nối ống PARKER của Mỹ, EO-2 hoặc khớp nối ống VOSS của Đức | |
| 2.GE28 LR3/4EDOMDCF | ||||
| 3. W10 ZLCF | ||||
| 4.TH10 ZLR KDSCF | ||||
| 5. WH10 ZSR KDSCF v.v. | ||||
| 10 | Ghép nối | R38 25/42 | Đức KTR | |
| 11 | Công tắc tơ AC | LC1-D1810B7, LC1-D0910B7N, v.v. | Schneider | |
| 12 | Công tắc tiệm cận | TP-SM5P2, v.v. | CÓ KHUYNH HƯỚNG | |
| 13 | Đầu nối | UK2.5B, UK10N, v.v. | Phượng Hoàng | |
| 14 | Cái nút | XB2-BVB3LC, v.v. | Schneider | |
| 15 | Bức vẽ | KAILEDI | ||
| 16 | Vương miện | Thương hiệu quốc gia (tiêu chuẩn) | SREE/UNION | |
| 17 | Vương miện | Đã nhập (tùy chọn) | BIỆT THỰ | |
| 18 | Người ủng hộ mặt trận | tiêu chuẩn | JFY | |
PR9 150
| KHÔNG. | Tên | Người mẫu | Thương hiệu | |
| 1 | Hệ thống CNC | Hệ thống CNC DA66T hoặc DA52S hoặc DA53T hoặc T-3500T | Holland DELEM | |
| 2 | Động cơ servo | ECMA-E21315RS/SGM7G-09AFC61 | DELTA HOẶC YASAKAWA | |
| 3 | Bộ điều khiển servo | ASD-B2-1521-B/SGD7S-7R6A00A002 | DELTA HOẶC YASAKAWA | |
| 4 | Hệ thống thủy lực | Hệ thống điện thủy lực | Đức Bosch-Rexroth | |
| Lắp ráp điều khiển đồng bộ | a. van áp suất | |||
| b. van chủ động | ||||
| c. Van servo tỷ lệ, v.v. | ||||
| Cụm điều khiển thủy lực | a. van hộp | |||
| b. van áp suất tỷ lệ | ||||
| c. van chọn | ||||
| d. van giảm áp tỷ lệ | ||||
| ví dụ: van áp suất, v.v. | ||||
| 5 | Đường ray dẫn hướng tuyến tính | 35A-760L HOẶC 35E-760L | THK HOẶC PMI | |
| 6 | vít me bi | 20/25-880/1000 HOẶC R25/20-880/1000 | THK HOẶC PMI | |
| 7 | Bơm dầu | PGH4-3X/032RE071VU2 | Đức Rexroth | |
| IPVAP5-32 | Đức VOITH | |||
| HQI3-32 | Đức Eckerle | |||
| 8 | Bộ vòng đệm kín hoàn chỉnh cho xi lanh dầu | USA PARKER | USA PARKER | |
| 9 | Bộ đường ống áp suất cao hoàn chỉnh | 1. GE16 ZSR 3/4EDCF | Khớp nối ống PARKER của Mỹ, EO-2 hoặc khớp nối ống VOSS của Đức | |
| 2.GE28 LR3/4EDOMDCF | ||||
| 3. W10 ZLCF | ||||
| 4.TH10 ZLR KDSCF | ||||
| 5. WH10 ZSR KDSCF v.v. | ||||
| 10 | Ghép nối | R38 25/42 | Đức KTR | |
| 11 | Công tắc tơ AC | LC1-D1810B7, LC1-D0910B7N, v.v. | Schneider | |
| 12 | Công tắc tiệm cận | TP-SM5P2, v.v. | CÓ KHUYNH HƯỚNG | |
| 13 | Đầu nối | UK2.5B, UK10N, v.v. | Phượng Hoàng | |
| 14 | Cái nút | XB2-BVB3LC, v.v. | Schneider | |
| 15 | Bức vẽ | KAILEDI | ||
| 16 | Vương miện | Thương hiệu quốc gia (tiêu chuẩn) | SREE/UNION | |
| 17 | Vương miện | Đã nhập (tùy chọn) | BIỆT THỰ | |
| 18 | Người ủng hộ mặt trận | tiêu chuẩn | JFY | |
Máy ép phanh CNC; máy ép phanh CNC; máy ép phanh thủy lực CNC; máy ép phanh CNC để bán; máy ép CNC; máy ép kim loại tấm thủy lực; máy ép phanh thủy lực CNC; máy ép kim loại tấm CNC để bán; máy ép kim loại CNC; máy ép phanh; máy uốn ép thủy lực CNC; máy ép phanh thủy lực
